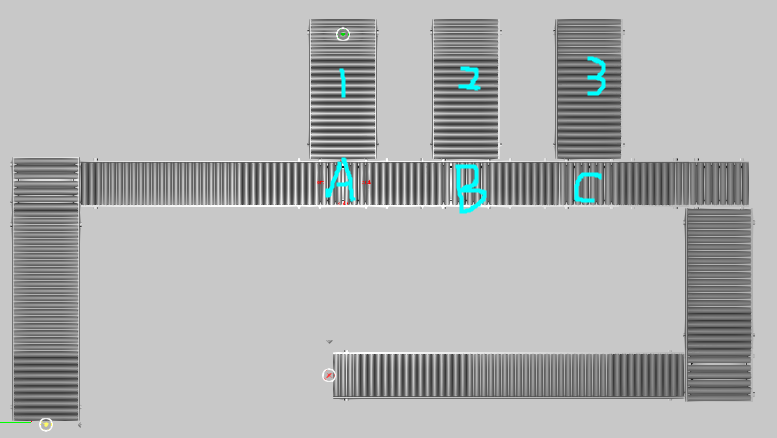
The products go to 1 or 2 or 3, after processing, go back to crossing conveyor and go to right.
There are 3 crossing conveyors for each routine. 1/2/3 is the same choice.
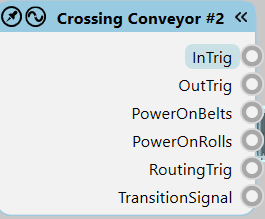
I don’t know how to control the crossing conveyor to transport the products different situation.
The routine rules for conveyor can’t finish it.
And the signal of conveyor can’t be used.
The version of software is 4.5. Is there some way to finish the cell? It is also good, if there are before tutorials. I searched some, but there was no appropriate one.
Looking forward to your reply. Many thanks in advance.
in my opnion you can work with routing rules.
first you need a capacity rule. the two way conveyor at 1,2 and 3 have a capacity of 1 (advanced tab). in the processes you should write properties on the part so that you know whether the part was already in the process.
for the second crossing conveyor you need a rule to query exactly this from the part, whether it was already at 1, if not, then again the capacity rule.
so the rules nested in each other.
Thank you so much.
It works that changing the capacity of conveyors.
But there is a new problem.
The interval of feeder should be 8s. But the process time of each node 1/2/3 is 35s, when there are 3 products used 3 node, the feeder can’t stop, which make the conveyor stop.
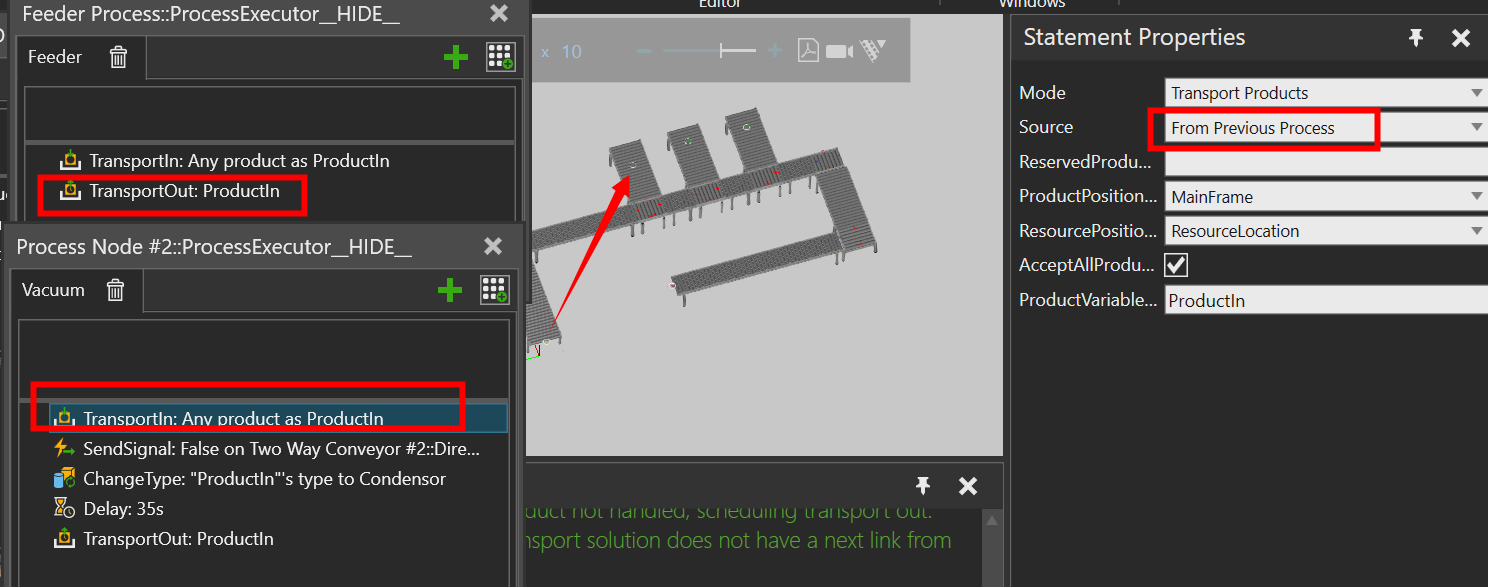
When the product transported, the Destination should be “Container”. Which is the other reason to the problem.
Hi,
you can check the Help file about the TransportIn and TransportOut statements. It’s explained that you should indeed use From Component Container and To Component Container as Source and Destination when transporting products on conveyors.
For the Feeder, you could change the FeedMode and interval: you can produce a batch of 3 products with an interval of 8s and define a bigger interval between each batch for example.
You could also have a process acting like a sensor/stopper before the first crossing conveyor, to stop products when there is already one product in the 3 conveyors on the side. But if you don’t change the Feeder’s interval in this case, the products will still accumulate until there isn’t any place left on the conveyor…
I would try the signal to control the “Feeder”.
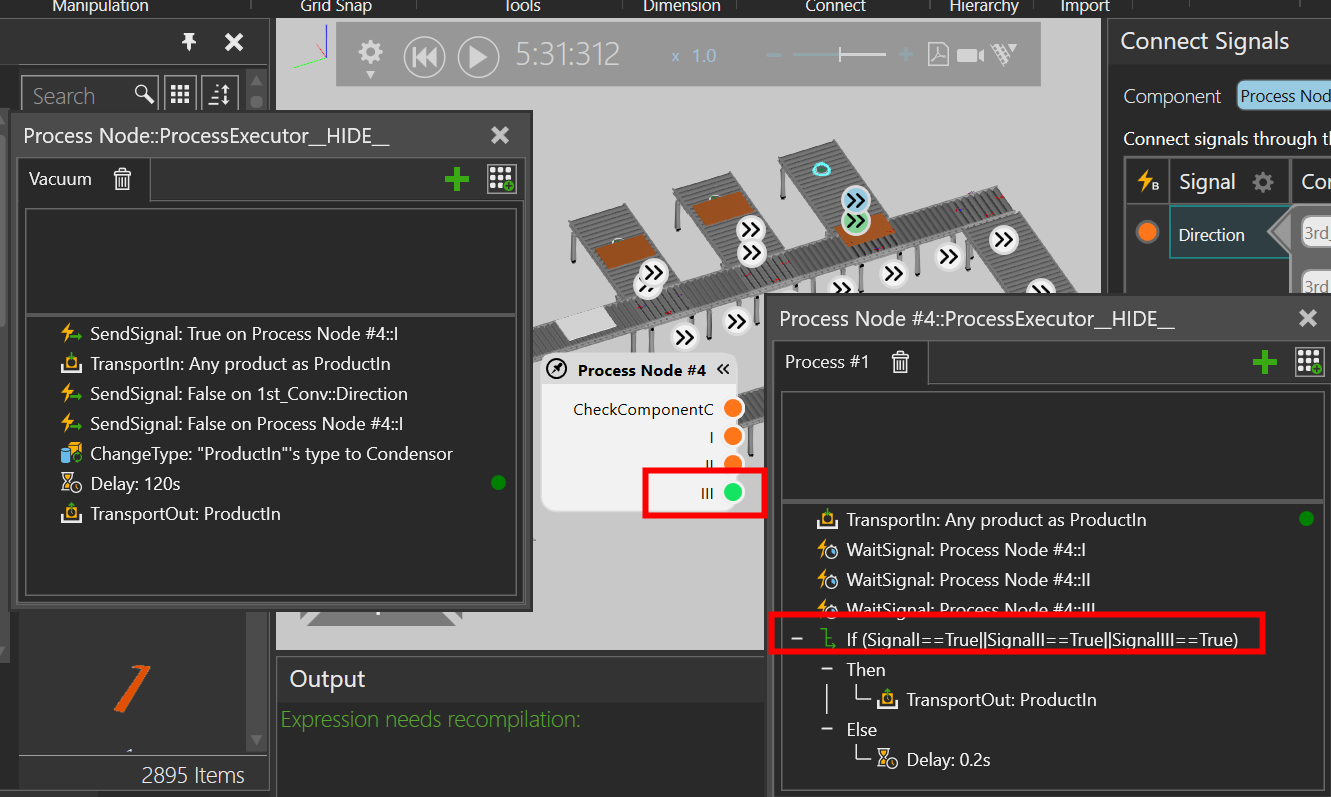
When "Vacuum"s send signals that there is no product. The “Process #1” receive it and hold the product until there is signal of at least one of “Vacuum” that there is no product.
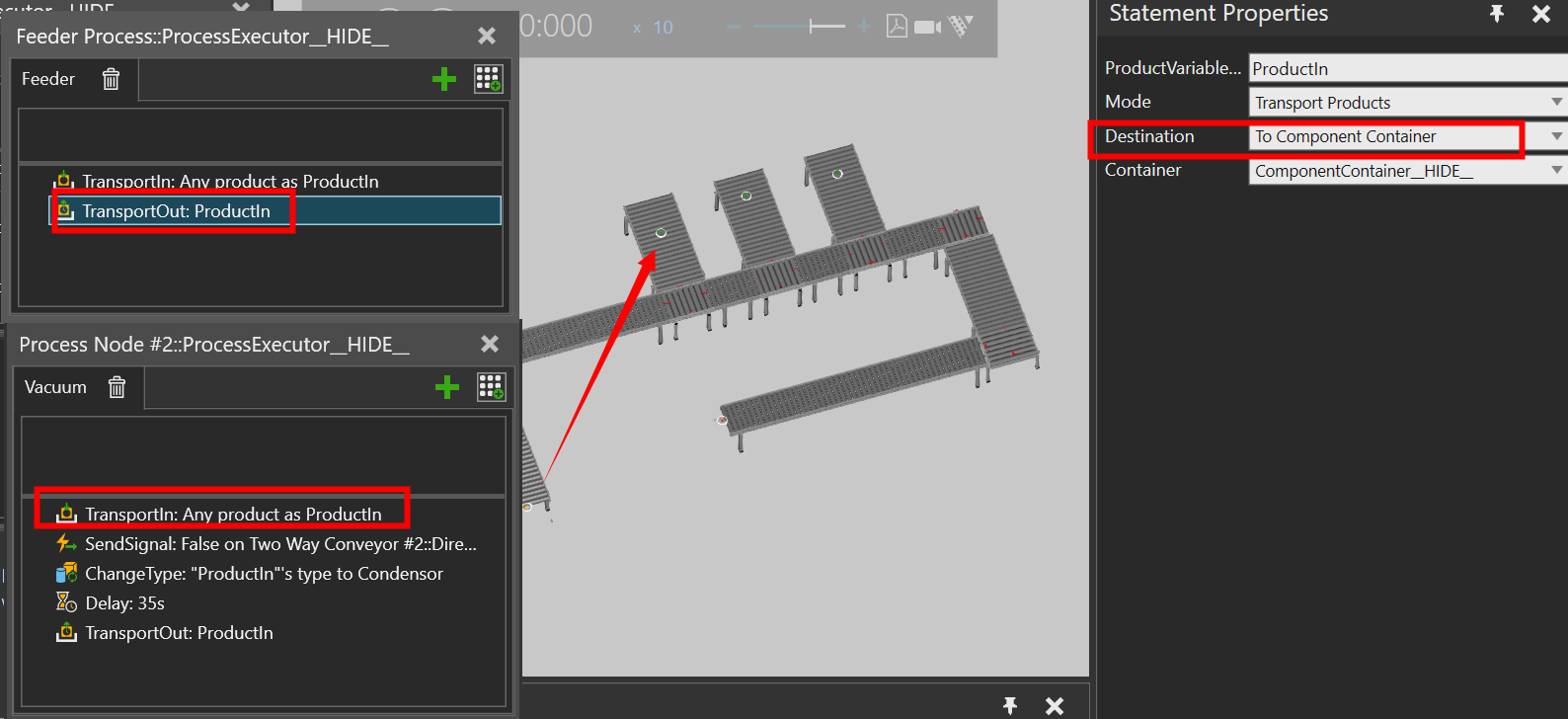
Could you plese help to check of the statement in the screenshot?
I’m not sure how to confirm the signal received each process node. If the signal is send, but the statement of the other process is excuting other statement that is not “WaitSignal”. The signal would not be received. Is that right?
Would this way of control be OK?
Thank you so much. I got it. But a new question.
Because there is 120s process time, after the 1st cycle finished, the “if” condition is false. Then even the signal is true again, the statement can’t excute.
Hi all,
I make two videos to describe the question.
Could you please help this question?
The statement can’t execute correctly when the signal is resend, even the signal is send before the statement is updated. Remove_Prod.wmv (405.1 KB) Delay.wmv (372.0 KB)
Hi @Sue,
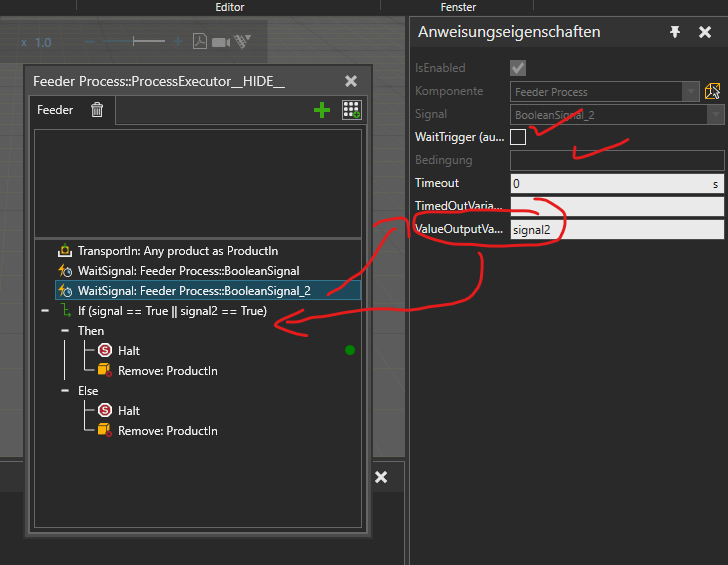
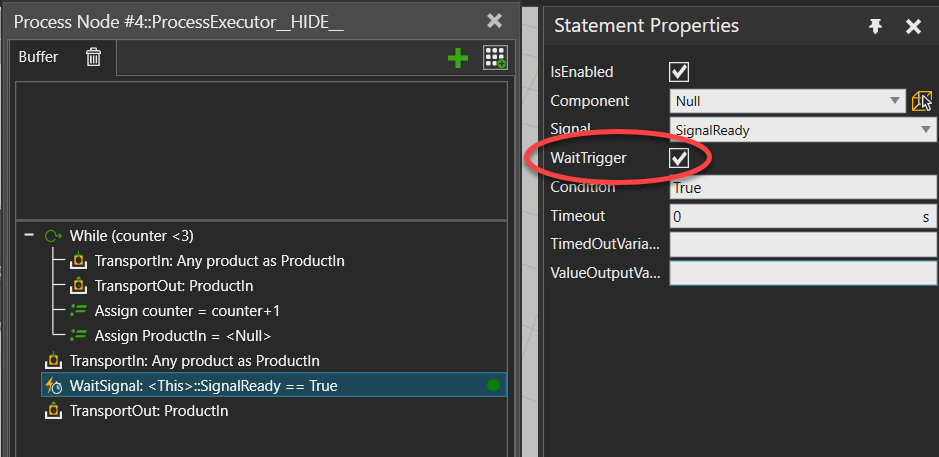
What if you do it the other way around : the signal to send new product could be in your Process #1 with Wait Trigger active, and the 3 Vacuum process all send a True signal to this one. As the Process #1 waits for a trigger, it sends a new product each time it’s triggered by the Vacuum processes.
You might need some kind of warm-up process to send the first 3 products though.
Maybe something like this, where you define “counter” as an integer variable first…
Hi,
Thank you very much. I tried this way. The video is the new result.
But there are some products removed, could you please help this question? Is the reason that there should be warm up time? If so, why are there products removed when the cell running.
And the sequence of signal send and received can’t work well. In order to use the signals, there are some “delay”. But the result is not so good. AssignCounter.wmv (939.5 KB)
Hi,
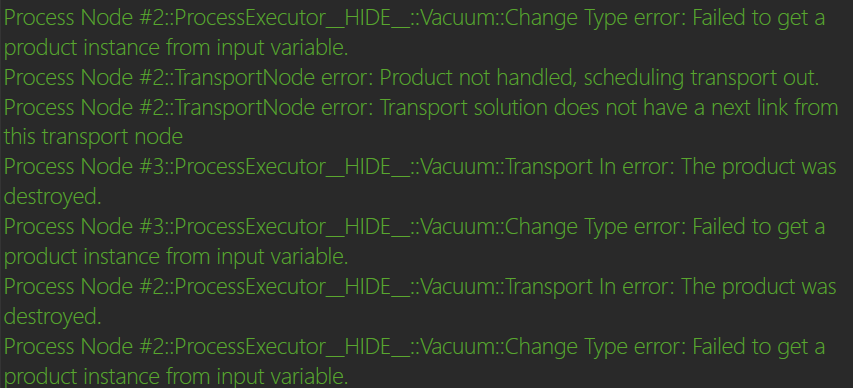
I’m not sure about the first product which is removed, do you have something in the Process #2?
Try removing the “SendSignal False on Process Node” in the 3 Vacuum process, and putting it instead after the “WaitSignal … == True” in your Process #1 and deactivate the WaitTrigger in the WaitSignal statement.