Im having difficulties figuring out the best way to pick & place various parts from more or less the same location, let me describe:
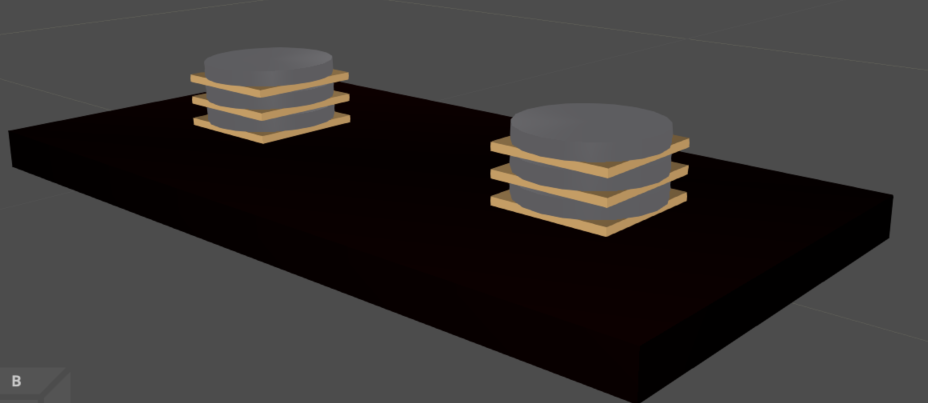
Looking at the image here:
It contains 3 different components which arrives on a conveyor (In reality im going to have 200 components in this position).
And i would like to make a robot sequence that is capable of de-palletizing the 200 components one-by-one and put them in different position…
Now my question is; How do i make a universal pick-&-place which is capeable of transporting these 200 units into the depalletizing position and then creating a sequence to order two different robots to perform this depalletizing in the order that i choose?
I prefer to make it universal as i’m yet to know the final mechanical setup (positions could change)
Kinda like how the “Works Process” works.
Does someone have a good reference or tips how to do it?
Setting up the pattern of your products and controlling the order they are depalletized would be easy to do with the Process Modeling assembly products functionality.
Otherwise you would probably need to use a combination of “Set base” statement(s) and Python scripting.
Hello Tsy
Thanks for the quick response…
So i’ve managed to get started on what you recomended but im having trouble distributing it to several “Sink” items…
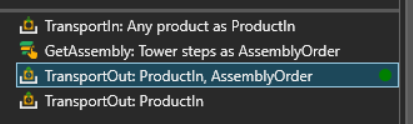
I understood you just want different product types to go to different implementations of the same “Sink” process. VC 4.4 eCat has an example layout of this called “Assembly - Order Index”.
See how the two “ToConveyor” processes have different values for “AcceptedProductTypes” in their TransportIn statement, and that is all what is needed to distribute the products by type.
If you want different process flow sequence for the different product types then they need to be in different flow groups, but that doesn’t really change much. You just need to remember to define the flow sequence and transport links for each flow group.
Hey Tsy
The Assembly - Order Index have been a huge succes and help for me! That was what i needed to better understand how it works! Thank you!
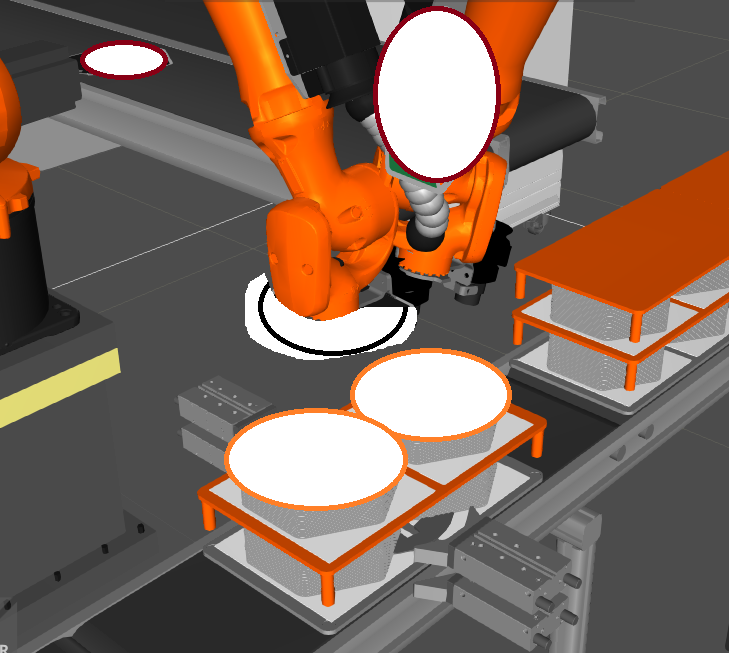
However im having trouble with controlling the orders of the De-assembly, Yes they are picked in the order that they are defined in the Assembly (1-200 and then destacked in inverse direction)
But as the picture here shows, the robots dont always wait for eachother but just get told to go and pick inside of eachother!? Is there a way to control the robots a little as it seems that the taskcontroller in the bottom of the robot is just giving the new task as soon as the next assembly # is available?
That is a different, more complex, problem. However, you can pretty easily force one robot to wait in the “placing” subroutine while other is picking using the robot program sync statements.